Narzędzia Zaginarki modelarskie UMF.
- Inicjator wątku Ranger
- Data rozpoczęcia
Jakiego ?
Czemu tego nie robicie ze stali narzędziowej,odpowiednio konserwowana też nie rdzewieje, jest tańsza i daleko podatniejsza na obróbkę skrawaniem niż stal specjalnego gatunku.
Czemu tego nie robicie ze stali narzędziowej,odpowiednio konserwowana też nie rdzewieje, jest tańsza i daleko podatniejsza na obróbkę skrawaniem niż stal specjalnego gatunku.
No to przy tej cenie ja niestety odpadam, żałuję tylko że zrezygnowałem z zamówienia The Small Shop, już dawno mogłem się nią cieszyć.
Chociażby odrobinka oliwy maszynowej. Wystarczy, że narzędzie jest lekko natłuszczone.
W sumie możemy wam zrobić ze zwykłej stali konstrukcyjnej ale nie weźmiemy za to odpowiedzialności gdy będziecie na niej pracować nożem ze stali nierdzewnej i zrobicie sznyty. Zastanówcie się nad sensem tego wszystkiego.
Stal ferrytyczno-austenityczna to określenie bardzo ogólne,w sam raz dla mas(taki rym niechcący się wkradł)na których to, takie tajemniczo brzmiące terminy mają wywrzeć wrażenie,proszę podaj konkretny gatunek, czyli symbol tegoż, obojętnie w jakiej normie.
Mam kilka zaginarek, małych i dużych,jedną ze stali konstrukcyjnej C45 inną z NC10 jedną nawet ze stali D2, żadna nie zardzewiała, czasami przecieram szmatką nasączoną oliwą wazelinową, ale to z przyzwyczajenia raczej niż z konieczności konserwacji.
Mam kilka zaginarek, małych i dużych,jedną ze stali konstrukcyjnej C45 inną z NC10 jedną nawet ze stali D2, żadna nie zardzewiała, czasami przecieram szmatką nasączoną oliwą wazelinową, ale to z przyzwyczajenia raczej niż z konieczności konserwacji.
Dla mnie ma, bo sobie w poniedziałek sprawdzę w zaprzyjaźnionej hurtowni jej cenę (tak z ciekawości), dla innych może mniejsze, choć i oni przy pomocy wujka googla mogą się przekonać jakiej światowej klasy wyrób nabędą lub nie.
Pierwszy gatunek najczęściej stosowany jest w instalacjach odsalania wody, gdzie występują chlorki w dużym stężeniu, drugi natomiast w instalacja krakingowych, jako zbiorniki, oraz w przemyśle koksowniczym, czy taki super materiał powinien być użyty do budowy modelarskich zaginarek.
Opcjonalnie można stosować stal 1.4016 czyli według PN H17 której cena, w zależności od grubości wyrobu oscyluje w granicach 9,0-14.0 zł za kilogram.
Dawno temu gdy parałem się produkcją noży myśliwskich używaliśmy stali (i tu pamięć szwankuje) 3H13 lub 4H13 w tamtych czasach zwanej chirurgiczną ponieważ się z niej robiło narzędzia wspomniane, dobrze obrabialna magnetyczna o dobrej hartowności.
I to byłoby na tyle.
Tak z ciekawości ile kosztowałby taki model jaki rozprowadzał Zvolack, pewnie z tysiąc złotych polskich.
Panowie posiadający zaginarki jakiekolwiek, czy Wasze rdzewieją.
Pierwszy gatunek najczęściej stosowany jest w instalacjach odsalania wody, gdzie występują chlorki w dużym stężeniu, drugi natomiast w instalacja krakingowych, jako zbiorniki, oraz w przemyśle koksowniczym, czy taki super materiał powinien być użyty do budowy modelarskich zaginarek.
Opcjonalnie można stosować stal 1.4016 czyli według PN H17 której cena, w zależności od grubości wyrobu oscyluje w granicach 9,0-14.0 zł za kilogram.
Dawno temu gdy parałem się produkcją noży myśliwskich używaliśmy stali (i tu pamięć szwankuje) 3H13 lub 4H13 w tamtych czasach zwanej chirurgiczną ponieważ się z niej robiło narzędzia wspomniane, dobrze obrabialna magnetyczna o dobrej hartowności.
I to byłoby na tyle.
Tak z ciekawości ile kosztowałby taki model jaki rozprowadzał Zvolack, pewnie z tysiąc złotych polskich.
Panowie posiadający zaginarki jakiekolwiek, czy Wasze rdzewieją.
Cena materiałów jest raczej jasna dla każdego ale skoro już mnie ktoś podejrzewa o szwindel to napiszę jasno i węzłowato aby ukrócić domysły.
Koszt materiału - blacha 8mm w płycie 2000x1000mm to ok 20-25zł za 1kg. w zależności od gatunku. Zaginarka waży nieco ponad 1kg i cenę materiału+śruby+motylki producent wyliczył na 42zł netto.
168zł netto to koszt produkcji.
DO tego dochodzi VAT 42zł. W sumie 258,3zł.
40,70zł to mój zarobek na zaginarce w którego skład wchodzi jeszcze produkcja sprężyn, noży do gięcia i montaż(koszt ok. 10zł).
Przepraszam wszystkich, że odważyłem się zarobić aż ok 30zł na sztuce z tego 5,4zł to podatek więc zostaje niecałe 25zł.
Dla zaginarki za palcami
Koszt materiału - blacha 8mm w płycie 2000x1000mm to ok 20-25zł za 1kg. w zależności od gatunku. Zaginarka waży nieco ponad 1kg i cenę materiału+śruby+motylki producent wyliczył na 42zł netto.
288zł netto to koszt produkcji.
DO tego dochodzi VAT 75,90zł. W sumie 405,90zł.
74,10zł to mój zarobek na zaginarce w którego skład wchodzi jeszcze produkcja sprężyn, noży do gięcia i montaż(koszt ok. 10zł).
PO raz drugi przepraszam wszystkich, że odważyłem się zarobić aż ok 64,10zł na sztuce z tego 11,53zł to podatek więc zostaje niecałe 52,56zł. I tutaj pewnie nikt nie zamówi zaginarek z palcami bo za drogie.
Skoro kolega jest taki mądry to niech zrobi dla kolegów z forum zaginarki i będzie GIT.
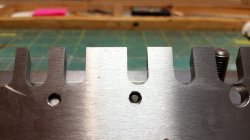
Zwolack mam nadzieję się nie obrazi jak pokażę fotki pokazujące korozję:
Koszt materiału - blacha 8mm w płycie 2000x1000mm to ok 20-25zł za 1kg. w zależności od gatunku. Zaginarka waży nieco ponad 1kg i cenę materiału+śruby+motylki producent wyliczył na 42zł netto.
168zł netto to koszt produkcji.
DO tego dochodzi VAT 42zł. W sumie 258,3zł.
40,70zł to mój zarobek na zaginarce w którego skład wchodzi jeszcze produkcja sprężyn, noży do gięcia i montaż(koszt ok. 10zł).
Przepraszam wszystkich, że odważyłem się zarobić aż ok 30zł na sztuce z tego 5,4zł to podatek więc zostaje niecałe 25zł.
Dla zaginarki za palcami
Koszt materiału - blacha 8mm w płycie 2000x1000mm to ok 20-25zł za 1kg. w zależności od gatunku. Zaginarka waży nieco ponad 1kg i cenę materiału+śruby+motylki producent wyliczył na 42zł netto.
288zł netto to koszt produkcji.
DO tego dochodzi VAT 75,90zł. W sumie 405,90zł.
74,10zł to mój zarobek na zaginarce w którego skład wchodzi jeszcze produkcja sprężyn, noży do gięcia i montaż(koszt ok. 10zł).
PO raz drugi przepraszam wszystkich, że odważyłem się zarobić aż ok 64,10zł na sztuce z tego 11,53zł to podatek więc zostaje niecałe 52,56zł. I tutaj pewnie nikt nie zamówi zaginarek z palcami bo za drogie.
Skoro kolega jest taki mądry to niech zrobi dla kolegów z forum zaginarki i będzie GIT.
Zwolack mam nadzieję się nie obrazi jak pokażę fotki pokazujące korozję:
Ostatnio edytowane:
Zwolack mam nadzieję się nie obrazi jak pokażę fotki pokazujące korozję:
Mam świadomość że z gówna bata się nie ukręci i aby coś było dobrze wykonane i z dobrego materiału musi kosztować.
Niestety jednak nie spodziewałem się aż takiej ceny (zasugerowany wcześniejszymi prognozami) stąd moja rezygnacja.
Ja się nie obrażam, rozumiem to. Wolę jednak dać na raz więcej i po dwóch latach ciężkiej pracy na 8 calówce TSS nie musieć kupić drugiej ")
Kolega Jacek - FRED ma taką. Żeby móc na niej pracować dociska na środku ściskiem stolarskim bo zaginarka nie trzyma SS-8-WKS kosztuje w lucky model 75USD, do tego VAT i cło i zrobi się 400zł za coś z czego nie można korzystać.
Nie chcę być źle odebrany, nie krytykuję firmy The Small Shop aby wypromować swój produkt. Krytyka jest poparta doświadczeniami z wersja 5 i 8 cali. WYBÓR NALEŻY DO KAŻDEGO.
I na koniec pozwolę sobie zacytować wpis z forumTT FREDA:
Kolega Jacek - FRED ma taką. Żeby móc na niej pracować dociska na środku ściskiem stolarskim bo zaginarka nie trzyma
SS-8-WKS kosztuje w lucky model 75USD, do tego VAT i cło i zrobi się 400zł za coś z czego nie można korzystać.Nie chcę być źle odebrany, nie krytykuję firmy The Small Shop aby wypromować swój produkt. Krytyka jest poparta doświadczeniami z wersja 5 i 8 cali. WYBÓR NALEŻY DO KAŻDEGO.
I na koniec pozwolę sobie zacytować wpis z forumTT FREDA:
Zaginarki aluminiowe zamawialiśmy cała ekipą z forumtt kilka lat temu. Nie było to byle co, a produkt amerykański. Wileu z nas miało możliwośc sprawdzenia osobiście do czego nadają się narzędzia z aluminium.
Aluminium to bardzo dobry materiał kontstrukcyjny, ale zupelnie nie nadaje się na elementy robocze narzędzi. Z reszta jesli ktoś widziął kiedys narzedzie z aluminium ten wie, że zasadnicza jego cześć zwykle jest ze stali.
Amerykanie robią z aluminium, żeby zaginarki nie były nieśmiertelne i żeby sprzedać nowe za jakiś czas, to oczywiste. W dodatku z aluminium jest taniej.
Ranger wział się za temat nowych własnych zaginarek żeby wreszcie mieć coś solidnego, bo narzędzia którymi pracujemy po prostu się zużyły i szkoda kasy na kolejną jednorazówke z alu, która w dodatku kosztuje nie mało.
Jako producent modeli moge tylko powidzieć, że z czasem zaczeliśmy stosować grubszą blachę z nowego srebra a także elementy stalowe i gięcie ich aluminiową zaginarką to pomyłka. Już nawet nie dla tego że krawędzie się zniszczą, tylko że zaginarka jest za mało sztywna i nie trzyma wystarczająco mocno. Po prostu waski element łatwo się z niej wymyka.
Nie wiem jakie doświadczenie z modelami fototrawionymi i zaginarkami ma kol. Slawek77.
Ja mam wystarczające żeby odradzić aluminiowa zaginarkę komuś kto chce składać modele cześciej niż raz w roku.
Poza tym wielu osobom wydaje się że zrobienie czegoś jest proste i oczywiste. A jak sie za to zabierają to napotykają na tyle problemów, że ciągnie się to miesiącami i ostatecznie kosztuje wiecej niż zakładano. Wykonanie specjalistycznego narzedzia w małek ilości, to nie pójście do xero z pendrivem, żeby coś wydrukowli. Z resztą z tym tez bywają czasem problemy.
Po kilku miesiącach okazuje się, że praca inżyniera nad projektem narzedzia była niepotrzebna, bo można to łatwo i szybko zrobić u kolegi. Szkoda że nie zrobiono tego wcześniej, Ranger oszczędził by sporo czasu i nerwów i mieli byśmy już dawno zaginarki
Aluminium to bardzo dobry materiał kontstrukcyjny, ale zupelnie nie nadaje się na elementy robocze narzędzi. Z reszta jesli ktoś widziął kiedys narzedzie z aluminium ten wie, że zasadnicza jego cześć zwykle jest ze stali.
Amerykanie robią z aluminium, żeby zaginarki nie były nieśmiertelne i żeby sprzedać nowe za jakiś czas, to oczywiste. W dodatku z aluminium jest taniej.
Ranger wział się za temat nowych własnych zaginarek żeby wreszcie mieć coś solidnego, bo narzędzia którymi pracujemy po prostu się zużyły i szkoda kasy na kolejną jednorazówke z alu, która w dodatku kosztuje nie mało.
Jako producent modeli moge tylko powidzieć, że z czasem zaczeliśmy stosować grubszą blachę z nowego srebra a także elementy stalowe i gięcie ich aluminiową zaginarką to pomyłka. Już nawet nie dla tego że krawędzie się zniszczą, tylko że zaginarka jest za mało sztywna i nie trzyma wystarczająco mocno. Po prostu waski element łatwo się z niej wymyka.
Nie wiem jakie doświadczenie z modelami fototrawionymi i zaginarkami ma kol. Slawek77.
Ja mam wystarczające żeby odradzić aluminiowa zaginarkę komuś kto chce składać modele cześciej niż raz w roku.
Poza tym wielu osobom wydaje się że zrobienie czegoś jest proste i oczywiste. A jak sie za to zabierają to napotykają na tyle problemów, że ciągnie się to miesiącami i ostatecznie kosztuje wiecej niż zakładano. Wykonanie specjalistycznego narzedzia w małek ilości, to nie pójście do xero z pendrivem, żeby coś wydrukowli. Z resztą z tym tez bywają czasem problemy.
Po kilku miesiącach okazuje się, że praca inżyniera nad projektem narzedzia była niepotrzebna, bo można to łatwo i szybko zrobić u kolegi. Szkoda że nie zrobiono tego wcześniej, Ranger oszczędził by sporo czasu i nerwów i mieli byśmy już dawno zaginarki
Gdyby aluminium było dobrym materiałem to...
...nie było by tego tematu, bo wszyscy nadal używalibysmy zadowoleni aluminiowych zaginarek The Small Shop
![]() [/qupte]
[/qupte]
...nie było by tego tematu, bo wszyscy nadal używalibysmy zadowoleni aluminiowych zaginarek The Small Shop
Ostatnio edytowane:
Skoro kolega jest taki mądry to niech zrobi dla kolegów z forum zaginarki i będzie GIT.
Wyobraź sobie że na całym świecie każda maszyna ze względu na trwałość i odporność wykonywana jest ze stali kwasoodpornych lub nierdzewnych, brakło by już chromu i niklu na ziemi.
Wszystkie urządzenia w mojej firmie wykonane przeze mnie osobiście ze stali C45, 18G2A, 40H i podobnych, powinny być już kupkami rdzy, dotykają ich różni ludzie kilkaset razy dziennie, i to wszystko miało na celu próbę przekonania Ciebie do innych materiałów, reszta mnie nie obchodzi, ile zarobisz ile stracisz, to Twój biznes,choć po tak rozpaczliwym poście w którym rozliczasz się co do złotówki zastanawiam się czy nie jesteś lepszy od Caritasu, prawie dokładasz do interesu po to by modelarze mieli zaginarki, altruista?
Nie kłóćmy się, Ty się nie dasz przekonać a ja swoje wiem, życie zweryfikuje Twoje plany, życzę Ci jak największej liczby sprzedanych zaginarek.
To nie są żadne rozpaczliwe posty. Chcę aby wszystko było jasne. Nie zależy mi na jakimś wielkim zarobku ale na tym aby koledzy mieli fajny niezawodny sprzęt.
Do innego materiały dałbym się przekonać gdybyśmy robili modele tylko z mosiądzu. Jednak w związku z tym, że używamy części ze stali kwasoodpornej jw. wykonywanie narzędzia ze zwykłej stali moja się z celem.
Racją jest, ze zaginarkę można natłuścić itd. Nie bierzecie tylko pod uwagę, że części po zagięciu są najczęściej lutowane/sklejone. Nie wyobrażam sobie mycie wszystkiego po zaginaniu.
Zaginarka modelarska to nie giętarka do blach dachowych. Musi być czysta aby efekt pracy modelarza był zadowalający.
Też życzę sobie aby zaginarki się sprzedały, jednak przy obecnym kursie projektu może nie dojść do jego realizacji.
W poniedziałek zapytam się w firmie ile kosztowałoby wykonanie sprzętu ze stali konstrukcyjnej wysokostopowej o podwyższonej odporności na korozję. Powinna być szybsza w obróbce, tańsza.
Do innego materiały dałbym się przekonać gdybyśmy robili modele tylko z mosiądzu. Jednak w związku z tym, że używamy części ze stali kwasoodpornej jw. wykonywanie narzędzia ze zwykłej stali moja się z celem.
Racją jest, ze zaginarkę można natłuścić itd. Nie bierzecie tylko pod uwagę, że części po zagięciu są najczęściej lutowane/sklejone. Nie wyobrażam sobie mycie wszystkiego po zaginaniu.
Zaginarka modelarska to nie giętarka do blach dachowych. Musi być czysta aby efekt pracy modelarza był zadowalający.
Też życzę sobie aby zaginarki się sprzedały, jednak przy obecnym kursie projektu może nie dojść do jego realizacji.
W poniedziałek zapytam się w firmie ile kosztowałoby wykonanie sprzętu ze stali konstrukcyjnej wysokostopowej o podwyższonej odporności na korozję. Powinna być szybsza w obróbce, tańsza.
Ostatnio edytowane:
Primo kolega robi zaginarki dla kolegów
Jest stale natluszczona warstwa oliwy i gdyby kiedys przypadkiem nie lezala w rejonie prac lutowniczych na chlorek cynku, to sladu rdzy by na niej nie bylo. Detali nigdy nie mylem przed lutowaniem.
Nie jest nic zlego w tym, ze chcesz zrobic zaginarke "na wieczne czasy", ale byc moze w ten sposob zawezasz sobie grono nabywcow. A z pewnoscia stal kwasoodporna nie jest tutaj konieczna z wielu powodow przedstawionych powyzej.
Z
Mam dwie zaginarki ze stali konstrukcyjnych. Obie konserwuje oliwą i nie ma zadnej konieczności mycia elementów po zaginaniu. Konserwacja raz na hmm miesiąc spokojnie eliminuje śniedzenie ze o korpzji nienwspomne a koszt uzytego materialu niewielki. Moje zagigarki nie cierpialy na korozje tylko *****we obrobki. Tylko 4 szt gosc poprawial zeszta z tego co wiem dziala bez problemow. Robiebie tego z kwasowki tp jak kupowanie merca... jak kogos stac to goraco polecam. Jeśli nie to wersja z konstrukcyjnej stali dzoala tak samo ale wymaga kilkanrazy w roku konserwacji. Moje zaginarki mialy tez inna cene bo niezarabialem na nich nic. To byl projekt kolezenski. Noz ktory pokazałeś na fotce byl przede wszystkim niedoszlifowany. Na fotce niz z tej samej stali.... z tej samej partii iczywiscie konserwowany. Krotko podsumowujac... wg mnie stal konstrukcyjnanw tym wypadku to w zupełności wystarczający material - kwasowka dla tych ktorych stac bo to nie drogo tylko duzo kasy.
Załączniki
-
 113,7 KB Wyświetleń: 112
113,7 KB Wyświetleń: 112
Ostatnio modyfikowane przez moderatora:
Może jeszcze ja sie dorzucę i dam swój głos poparcia dla stali konstrukcyjnej. Mam zaginarkę Zvolackową, właśnie ze stali konstrukcyjnej. Jej najwieksza wada to jej wykonawca. Bardzo kiepsko oszlifowana, ofrezowana, i dość kiepsko spasowana. wyprowadzilem błędy we własnym zakresie, i dzięki sporej pomocy kolegów z forum. Fakt krótko po pierwszych użyciach zaczęła zmieniać kolor na rudy. Ale wtedy uzywałem do lutowania kwasu solnego po przegotowaniu cynkiem. Ale po zmianie topnika od Aber, Nic nie rdzewieje , ba dodam nawet ze ten topnik natłuszcza i zatyka pory maszynki konserwując ją. Koszt tej zaginarki jak wszyscy wiecie to było coś koło 3 stówek . Plus czas na dopracowanie tego dał efekt naprawdę świetny. Ranger ! zrób jeszcze trzecia kalkulacje. Materiał ze stali konstrukcyjnej ale z ruchomym stolikiem. a dlaczego ? Bo ruchomy stolik kładzie równy nacisk gięcia na jej całej lini. Masz większy moment obrotowy dzięki któremu możesz lepiej zagiąć grubsze blaszki. Naprawdę polecam taka wersje. Ty masz tą przewagę ze znalazłeś porządnego wykonawcę z dobrym wyposazeniem warsztatu. Wykorzystaj to !
koncepcja jest ciekawa tylko ja nie znajdę raczej juz czasu na opracowanie takiej wersji. Najpierw zapytam o ta stal bo kolejna zmiana koncepcji moze juz spowodować lekka frustracje w firmie
Powiedzcie mi jeszcze tylko czy próbował ktos z was pracować ze stalowymi elementami w takiej zaginarce. Mam na myśli trawionki z kwasowki i zaginarkę ze stali narzedziowej. Jakie wrażenia, czy powoduje jakieś zniszczenia? Czym wspomagacie sie pracując na stalowej zaginarce?
Powiedzcie mi jeszcze tylko czy próbował ktos z was pracować ze stalowymi elementami w takiej zaginarce. Mam na myśli trawionki z kwasowki i zaginarkę ze stali narzedziowej. Jakie wrażenia, czy powoduje jakieś zniszczenia? Czym wspomagacie sie pracując na stalowej zaginarce?
Po przemyśleniu tematu zgadzam się z wami. Zrobię wycenę dla wersji ze stali konstrukcyjnej wysokostopowej. Materiał będzie do wyboru. Jak ktoś będzie chciał z nierdzewki to nie ma problemu. Ja dla siebie taką zrobię na pewno.
Ja unikam obróbki nierdzewki, zwłaszcza frezowania, z toczeniem nie ma kłopotu, ostre narzędzie dobre chłodzenie, natomiast frezowanie to katorga, zwłaszcza w przypadku cnc gdzie obroty są dość duże i posuwy też. Zupełnie jako ciekawostka, frez fi 10 zwykły pełnowęglikowy, tracił ostrość gwałtownie po około 28 minutach, natomiast z pokryciem tlenkiem tytanu około 41 minut, właśnie przy frezowaniu stali nierdzewnej, widziałem to na własne oczęta na prezentacji nowych narzędzi f-my Sandvik.
Co do zębów czy myślałeś o tym coby wykonywać je trochę w inny sposób, wiercisz otwory o mniejszej średnicy niż wrąb zęba, wycinasz to co jest niepotrzebne nawet zwykłym brzeszczotem, po czym na konwencjonalnej frezarce frezujesz na żądany wymiar, jedyna różnica że na dnie wrębu nie masz promienia tylko linię prostą, trochę to zawikłane ale nie dam rady bez rysunku tego wyjaśnić.
Jeszcze jedna uwaga co do szlifowania, nie musi stal być magnetyczna aby ją oszlifować na magnesówce, szlifowałem nawet płaskowniki z mosiądzu, płyta stalowa z przygotowanymi otworami,oczywiście szlifowana, dwa lub trzy nagwintowane otwory w przedmiocie szlifowanym skręcamy jedna strona, potem druga, bok i skos już w imadle kątowym, kiedyś nie było wielu rzeczy i trzeba było kombinować aby coś zrobić.
To się rozpisałem, mam nadzieję że nie żywisz do mnie urazy za to wymądrzanie.
Pewnie, ze nie żywię urazy. Kazda uwaga osoby doświadczonej jest na wagę złota.
Zeby robiliśmy podobnie jak piszesz bo inaczej wciagalo lub lamalo frez. Teraz byc moze zeby wykończymy wewnątrz na kat prosty na okrągło tylko skomplikowalo obróbkę.
Natomiast zdecydowalismy sie na materiał ferrytyczny gdyz taniej wychodzi obrobka niż mocowanie elementów w uchwytach i ich obrabianie.
Zeby robiliśmy podobnie jak piszesz bo inaczej wciagalo lub lamalo frez. Teraz byc moze zeby wykończymy wewnątrz na kat prosty na okrągło tylko skomplikowalo obróbkę.
Natomiast zdecydowalismy sie na materiał ferrytyczny gdyz taniej wychodzi obrobka niż mocowanie elementów w uchwytach i ich obrabianie.
Podobne wątki
-
 Poradnik Mobilne stanowisko modelarskie
Poradnik Mobilne stanowisko modelarskie- Rozpoczęte przez maciekk
- Odpowiedzi: 19
-
 Narzędzia Jak "nie" budować CNC na potrzeby modelarskie.
Narzędzia Jak "nie" budować CNC na potrzeby modelarskie.- Rozpoczęte przez popowe
- Odpowiedzi: 61
-
-
Z
-
ZNarzędzia Specjalistyczne narzedzia modelarskiekie DIY.
- Rozpoczęte przez Zv
- Odpowiedzi: 39