Ten serwis używa "ciasteczek" (cookies). Korzystając z niego, wyrażasz zgodę na użycie plików cookies. Learn more.
Szanowny Użytkowniku, serwisy w domenie modelarstwo.info wykorzystują pliki cookie by ułatwić korzystanie z naszych serwisów. Jeśli nie chcesz, by pliki cookies były zapisywane na Twoim dysku zmień ustawienia swojej przeglądarki.
Tak, wczoraj dostałem telefon od szefa który powiedział, że z powodu braku czasu nie dali rady nic zrobić. Jednakże po męskiej wymianie zdań stwierdzili, że w takim razie zrobią zaginarki na drugiej zmianie bo na pierwszej się nie wyrabiają z robotą. Tak więc pierwszy egzemplarz pokazowy, seryjny jest już w produkcji. Termin wykonanie przyszły tydzień.
Potem będę zbierał zamówienia i w zależności od zebranej ilości ustalę cenę. Jeśli nie będzie 50 sztuk to cena będzie nieco wyższa od zapowiadanej jednak nie będzie to znacząca różnica.
Na razie nie. Jak będę wiedział ostateczna cenę napiszę ją tutaj. Jeśli nie będzie odzewu od osób które już zamówiły potraktują to jako zgodę na przedstawione warunki.
Kolejne problemy, są opóźnienie ale nic na to nie poradzę. Dzwonienie po parę razy w tygodniu nic nie daje. Widać firma ma inne priorytety.
Mówią, że sprzęt jest już częściowo wykonany. Marudzą, że muszą ustawiać CNC do jednego egzemplarza. Ja na to, ze nie zamówimy 50 bez odpowiedniej jakości prototypu. I tak w kółko.
Ale to tak na marginesie. Dzisiaj powiedziałem się, że jest problem z wyfrezowaniem okrągłej powierzchni wewnętrznej palców zaginarki. Problem polega na tym, że przy próbie wyfrezowania tego łamie frez lub wciąga go w głąb materiału a co za tym idzie palce są krzywe. Zaproponowałem zmianę kolejności operacji. Najpierw wiercenie w płaskiej płycie otworów pod palce, potem frezowanie ściąć zaginarki i dopiero na koniec operację wykańczającą frezem powierzchni wewnętrznej palców.
Tym sposobem frez zabiera mało materiału na koniec i nie będzie ulegał deformacji przez zbytni napór.
Swoją droga ciekawe jest, że firmie musi to podpowiadać osoba która w życia pracowała na CNC tylko 4 miesiące.
I na koniec jeszcze jeden wtręt do technologii. Można użyć mniejszego posuwu lub zbierać mniej materiału w jednym przejściu.
Wreszcie dzisiaj dostałem info, ze udało się wykonać ostateczną zaginarkę. Górna płyta sprawiała problemy ale firma idąc za moją radą trochę zmieniła kolejność operacji i się udało. Lada dzień otrzymam ją skończoną.
Mam nadzieje tylko, ze tym razem moje słowa nie obrócą się w g...
Bądź twardy nie przyjmuj bele czego. Ja zaufałem i mimo że projekt był fajny i funkcjonalny to produkt końcowy był kicha, nie doszlifowany materiał kicha.. itd.. W końcu po poprawkach kilka zaginarek jest ok. Rzemieślnicy jak nie mają zamówienia na 1000 szt to nie przykładają się do tematu.. niestety. Odbieraj wszystkie sam i dopiero wysyłaj ludziom. Ja tak nie zrobiłem i był .. wstyd.. gość wykonał je jak wykonał. Gdybym dostał je w ręce przed wysłaniem na bank wróciły by do niego na poprawki od razu. Powodzenia! dziś robienie czegoś dla forumowych kolegów to czysto altruistyczne zachowanie. aaa i nikt nie doceni
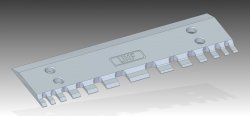
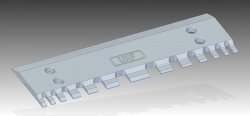
Mamy wersję seryjną, jeszcze bez sprężyn z racji, że nie możemy kupić tylko dwóch sztuk. Zaginarka ma ślady narzędzi ale jej gładkość jest zdecydowanie zadowalająca. Szczelność nie budzi zastrzeżeń.
Mam do was tylko jedno pytanie, po co nam te palce? Ja z doświadczenia mogę napisać, że nie korzystam z nich wcale. Podnoszą cenę produkcji i zwiększają jej czas. Zamiast nich można by wykonać powierzchnię która była by wyciągnięciem jednego z palców na całej długości. Pomaga ona zaginać elementy ceownikowe.
Napiszcie co o tym myślicie. Liczę na konstruktywne wypowiedzi.
OD TERAZ ZBIERAM OSTATECZNE ZAMÓWIENIA NA ZAGINARKI. OSOBY KTÓRE JUŻ ZAMÓWIŁY NIE MUSZE POTWIERDZAĆ JESZCZE RAZ JEŚLI NIE CHCĄ ODWOŁAĆ ZAMÓWIENIA.
Zgadza sie ale takie elementy najczesciej wygina sie w palcach za pomoca pensety.
Chce sie zorientowac czy odpowiadalaby wam zaginarka bez palcow ale tansza.
Poczekajmy z deklaracjami jeszcze chwilę. Do końca dnia już będę wiedział co i jak. Ceny 280zł z tymi łukowymi wykończeniami palców nie damy rady utrzymać gdyż to tylko skomplikowało produkcję.
Musicie uświadomić sobie jedną rzecz, Kupujecie sprzęt dożywotnio. To nie będzie zakup na dwa-trzy lata jak w przypadku TSS.
Poczekajmy z deklaracjami jeszcze chwilę. Do końca dnia już będę wiedział co i jak. Ceny 280zł z tymi łukowymi wykończeniami palców nie damy rady utrzymać gdyż to tylko skomplikowało produkcję.
Musicie uświadomić sobie jedną rzecz, Kupujecie sprzęt dożywotnio. To nie będzie zakup na dwa-trzy lata jak w przypadku TSS.
Mamy wreszcie ostateczną ofertę na zaginarki. Niestety jest ona dużo mniej korzystna niż się spodziewaliśmy.
Zaginarka w wersji uproszczonej takiej jak na foto będzie kosztowała 299zł brutto. W zestaw będzie wchodzić zaginarka + nóż do gięcia.
Oferta na zaginarki z palcami takiej jak na foto jest nieco zaporowa - 480zł brutto. Ta wersja również będzie zawierała nóż w zestawie.
Nóż najprawdopodobniej wykonamy z metalowych nierdzewnych linijek.
Teraz parę słów wyjaśnienia dlaczego tyle to kosztuje.
Stal nierdzewna jest dość droga, tutaj potrzebujemy specjalnego gatunku ferrytycznego możliwego do obrabiania na szlifierkach ze stołem magnetycznym. Większość stali nierdzewnych nie daje takiej możliwości. Ponad to jest problem z palcami, materiał jest bardzo twardy, ciągliwy i niesamowicie się grzeje. Trzeba tę część obróbki wykonywać bardzo powoli w wielu przejściach. Stąd zwyżka ceny w wersji z palcami.
Obie wersje będą posiadały stół na sprężynach. Zaginarka ma ostatecznie 180mm długości co z zapasem pozwala na zaginanie najdłuższych części naszych modeli (Gags, 601W H0).
Teraz oczekuję od was ostatecznych deklaracji. Mam zapisaną listę zamówień jednak bardzo proszę wszystkich o potwierdzenie. W przypadku braku potwierdzenia uznam to za deklarację zakupu zaginarki uproszczonej.
I na koniec uwaga ode mnie jako użytkownika takich urządzeń na co dzień. PALCE PRZYDAJĄ SIĘ BARDZO RZADKO, PRAWIE WCALE. MY SKŁADAJĄC MODELE DLA WAS UŻYWAMY JEDYNIE GŁÓWNEJ KRAWĘDZI ROBOCZEJ.
Jakiego ?
Czemu tego nie robicie ze stali narzędziowej,odpowiednio konserwowana też nie rdzewieje, jest tańsza i daleko podatniejsza na obróbkę skrawaniem niż stal specjalnego gatunku.
")